A bottleneck is defined as a resource, which has a demand requirement greater than its capacity and which limits the output capacity of the total system. In short, the bottleneck is a resource that is running at full capacity or at close to 100% utilization.
Thus, a bottleneck, as the name implies, is the point of a system where the “space narrows” and the flow is constrained. If you think in term of highways, traffic problems typically occur when the number of lanes is reduced and thus becomes a bottleneck.
Bottlenecks are present everywhere in manufacturing and warehousing systems and they are not good, because they cause financial harm to the business – even to the point that they can put a company out of business. They have to be taken seriously. Because, bottlenecks result in loss of market share due to late deliveries, increase in inventory costs and in some instances the business closing its doors.
And it is only through a simulation analysis can a manufacturer determine the source of the bottleneck. And only through simulation can we determine the bottleneck’s severity, and determine its time of occurrence and can determine its impact on the overall system. And all this cannot be done any other way – like via Excel Spreadsheets or some other calculation method.
Bottleneck analysis and detection is based on resource utilization, and bottlenecks can be classified into three types, namely:
- Machine bottleneck – this is when a machine that has reached close to maximum utilization has become a bottleneck, and because of its high utilization, WIP tends to wait for the machine to become available.
- Material handling bottleneck – this is when material handling equipment like a forklift, crane, AGV, human operator, conveyor, robot etc., is capacity constrained to handle the load of moving WIP or material from point A to point B.
- Space bottleneck – very little attention is paid to space bottlenecks, while too much attention is paid to machine bottlenecks. When there is not enough space, the factory floor turns into a storage area instead of a processing area and the lack of space creates traffic congestion and prevents material flow from occurring. A space bottleneck can also create safety issues.
Space bottlenecks impacts production, as a shortage of space to hold or store products can stop production activity altogether. And, it is only through simulation a user can determine the existence of space bottlenecks.
In addition, when a machine becomes a bottleneck there is WIP accumulation and so requirements for more space to hold WIP is related to a machine bottleneck.
In short, bottlenecks can arise for reasons other than from a bottleneck machine, like material handling and from space limitations and they are all related to capacity limitations.
Loss of Productivity from Bottleneck
Time lost in the bottleneck is lost production time and thus lost output. While, time lost on a near bottleneck or on a non-bottleneck may not affect the output said Goldratt, the founder of the Theory of Constraints or TOC in 1980. His methods are true today but were presented at a time when simulation technology did not exist, making them difficult to apply to business. Unlike today, where manufacturers can easily detect and manage bottlenecks in extremely complex environments via simulation technology.
Goldratt’s message is very important, as we analyze process capacity and look for ways to improve the output capabilities of a process – improving the bottleneck improves the system capacity, improving the non-bottlenecks will have no effect in system capacity. The focus is on either improving the capacity of the bottleneck activity or in maintaining the bottleneck activity operating at all times.
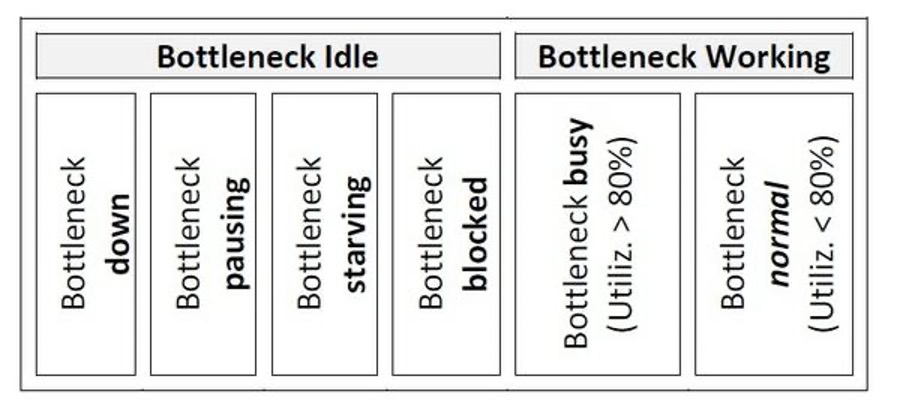
It is important to understand that a bottleneck resource undergoes several states in the production line as provided in the figure below.
Goldratt then suggests that an increase in capacity often is neither necessary nor sufficient, since the root cause of the problem tends not to be a lack of capacity of the bottleneck station, but rather how the capacity available is utilized.
His methodology for dealing with bottlenecks was very straightforward; if you assumed that we have all the information required to make the right decisions. Goldratt’s approach is as follows:
- Identify the system bottleneck as no improvement is possible unless the bottleneck is identified.
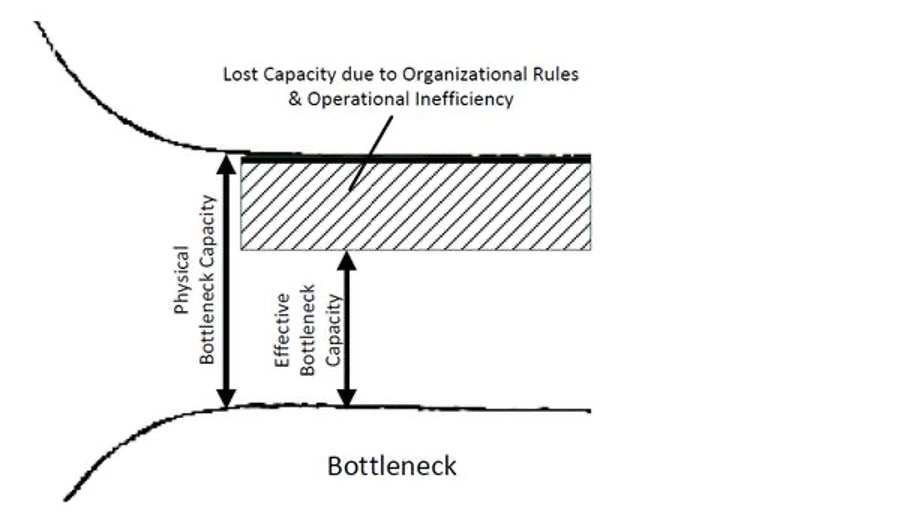
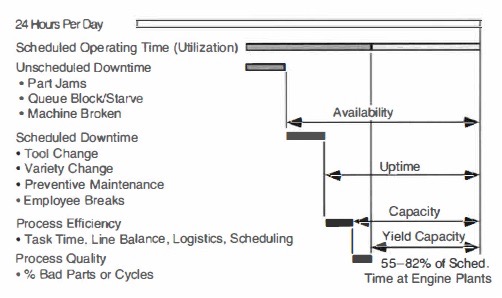
- Decide how to exploit the system bottleneck to make the bottleneck be always working – because a lot of capacity loss occurs as shown in the diagram below in a typical production environment; so, using lean methods a lot of waste can be reduced to increase capacity availability of the bottleneck resource.
- Subordinate everything else to the above decision and align every other part of the system to support the bottleneck even if this reduces the efficiency of non-constraint resources.
- Elevate the system bottleneck and if output is still inadequate, acquire more of this resource so it is no longer a bottleneck.
Other Characteristics of Bottlenecks
Bottlenecks Wander Around – bottlenecks are not always fixed or assigned to one particular machine or resource. They wander around. This occurs if there is change in the product mix or production schedule. When this occurs, it is highly probable that there will be a shift in the bottleneck location to some other resource that is over utilized and starts limiting the output of the overall factory.
Bottlenecks increase due to variability in process operations – when process times and material handling speeds and other production factors vary a lot there is an increased demand for capacity and this increases the bottleneck impact on the system.
Bottlenecks occur when there is a supply chain failure – all along we are discussing the impact of a bottleneck within the four walls of a factory or warehouse. However, all factories and warehouses are part of a supply chain. So, when a raw material supplier fails to deliver material on time, it starves the whole factory production resulting in a stoppage of production activity altogether.
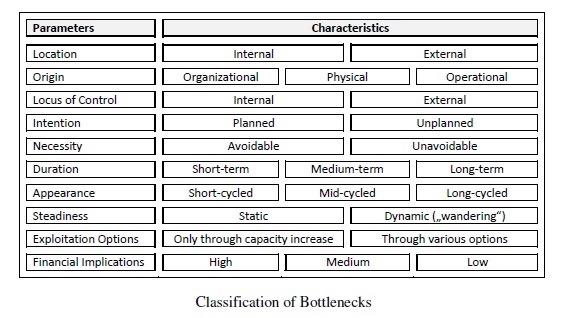
In short, there are many types of bottlenecks as shown in the figure below, and it makes the task of managing them even harder.
The Temptation to Meet Customer Demand When It Increases Beyond Capacity Limitations
Factories and warehouses are the major assets of a business as their primary aim is to produce and distribute goods to meet customer demand. But once a factory or a warehouse is built and gets operational, business leaders’ goal is that these assets produce and are able to distribute their products to generate revenue by constantly meeting customer demand. The business goal is that the factory and warehouse will ensure a long-term revenue stream.
In short, management would like their assets to serve them in the long term. But the situation changes drastically when the demand for their goods increases beyond the limits of the factory capacity. This is when the problem arises, if nothing is done to add more capacity to deal with the increased demand and instead conduct business with the assumption that the factory will do its job.
Because, to satisfy the increased demand you need to push more material through the factory and through the warehouse.
And if the factory does not have the requisite capacity to process the increased material flow, the bottleneck will arise, and instead of increased output, the business will experience an increase in WIP along with delayed orders, and this will only increase the cost of operations and market share losses, which can result in a negative business impact. This typically occurs during the festival seasons, when there is a temptation to produce and distribute more products regardless of what the factory or warehouse capacity can deliver.
In short, it is very important to understand capacity limitations as the prime reason for bottlenecks, because bottlenecks occur when capacity is pushed beyond its limits to produce. Conversely, it is advisable to have some idle capacity to deal with sudden resurgence in demand. Having 20% to 30% idle capacity is a safeguard against sudden demand increases as it reduces the chance of bottlenecks.
Simulation Metrics to Detect A Bottleneck
Bottlenecks are easily detected in a simulation model with the following analytics:
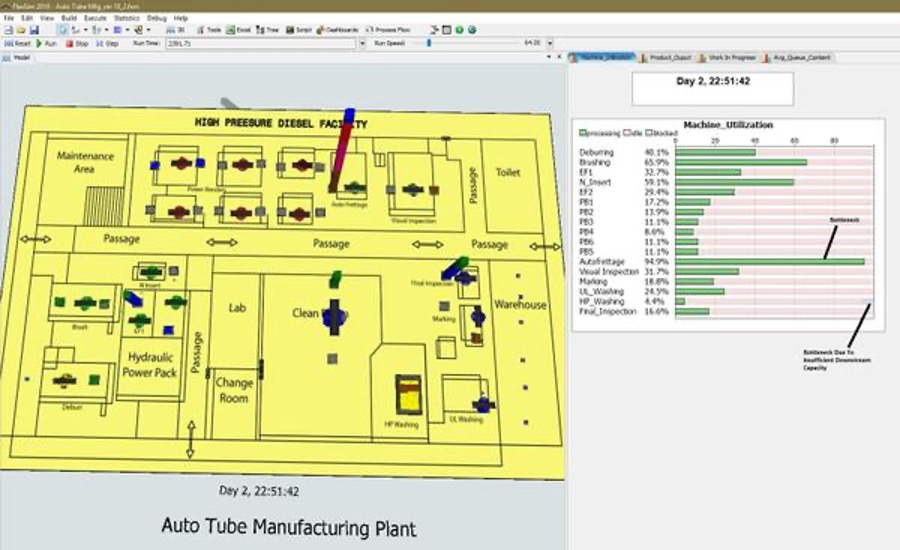
Utilization is beyond 90% – when a resource utilization tends to increase to very high values and when WIP is increasing to the resource which is not able to cope with the load.
Blocking of a Resource – when a resource like a machine is unable to feed the machine in front of it because of a shortage of space or machine non-availability. Please see above figure.
WIP graph tends to increase across the whole system over time.
Waiting Time / Lead Time – waiting time / lead time continues to increase due to resource non-availability.
All of the above four metrics can be viewed in a real time graph in a simulation model.
In summary, management should take initiatives to understand and manage bottlenecks, which can only be analyzed, visualized and optimized through simulation. There is no other easy way.
There is a risk involved in all this due to the costs and efforts involved in deploying simulation, but the risk is worth taking, as it can save your business.
As quoted by Thomas Edison:
To try when there is little hope is to risk failure;
Not to try at all is to guarantee it.